点 ”济南数控模具科技研究所”关注
”济南数控模具科技研究所”关注
行业前沿、机械视频,数控加工技术、3D打印、工业机器人、生产工艺、模具、机床、等前沿资讯在这里等你哦
轴承的主要功能是支撑机械旋转体,保证轴和轴上传动件的工作位置和精度,减少摩擦和磨损,并承受载荷。日常应用中,轴承的装配一般需要有专业的操作指引或经验丰富的轴承工程师来进行,下面小编来介绍一下常见的轴承装配方法与技巧.....

1、敲击法:当配合过盈量较小时,可用手锤敲击装入轴承;方法是将铜棒或软铁、套筒放在轴承的内圈或外圈上,用手锤敲击铜棒对称地将轴承均匀装入。
2、顶压法:当配合过盈量较大时,可用压力机压入轴承,压入时必须放上套筒。3、温差法:当配合过盈量很大时,可用温差法装配,轴承的温差法装配,在检修时经常使用热装装配的方法,加热方法是用电加热器、油浴加热,其中电加热器现场使用非常广泛。
零件的配合尺寸、直径、凸台、圆根、倒角等要复检无误,配合表面要处理干净。带键零件的平键要事先按轴和孔的键槽修配好并固定到轴上。对于斜键或切向键的要利用导向键以确保键槽的相互位置。热装前要将挡圈、垫片等部件修配和试装无误,校验合格后装配。热装前找正,同时作刻线标记和方向指示标记。装配表面涂以润滑油,以减少装入时的摩擦阻力。热装前制作测量尺,用以测量和确认加热工件是否加热到了装配条件,尺子要满足使用轻便和不易变形的条件,可以在距热源较远处精确测得被测部位的热胀状况。尺子可以用金属棒或金属板制作,实际尺寸应等于被测部位直径公称尺寸加配合处的最大过盈加装配时必须的最小间隙(其结构如图所示)。加热零件热透后,测量尺子能自由通过,并经复检确认测得结果准确无误时,才能终止加热,进行热装配操作。
在热装后,由于冷却收缩的结果往往都会在轮与轴的轴向定位台肩处出现轴向间隙,实质是装配没到位,定位不可靠现象。因此要在热装中消除间隙。一般采用撞击法、螺栓拉紧法、压重物法。a)用轴用挡圈嵌在轴的沟槽内,主要用于轴向力不大及转速不高时;b)用螺钉固定的轴端挡圈紧固,可用于在高转速下承受大的轴向力,螺钉应有防松措施;c)用圆螺母及止动垫圈紧固,主要用于转速高、承受较大轴向力的情况;d)用锥形套定位、止动垫圈和圆螺母紧固,用于光轴上、内圈为圆锥孔的轴承。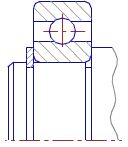
a)轴肩与弹簧挡圈定位 | 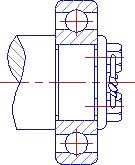
b)轴肩与轴端挡圈定位 | 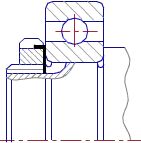
c)轴肩、圆螺母及止动垫圈定位 | |
e)用嵌入外壳沟槽内的孔用弹性挡圈紧固,主要用于轴向力不大且需减小轴承装置尺寸时;f)用轴承端盖紧固,用于转速高、承受较大轴向力的各类向心、推力和向心推力轴承;g)用轴用弹性挡圈嵌入轴承外圈的止动槽内紧固,用于当外壳不便设凸肩时;h)用螺纹环紧固,用于轴承转速高、轴向力大,而不适于用轴承端盖紧固的情况。
济南数控模具科技研究所
大中专毕业生岗前就业实训基地——济南数控模具科技研究所主要开展CAD/CAM高级编程、UG五轴编程、数控机床维修、注塑模具设计、冲压模具设计、逆向造型、工业机器人、3D打印等岗前培训。一次报名终身学习,培训期间,老师采用阶段性测试,充分把控学员学习进度,小班授课、一对一辅导、理论与实践相结合、学会为止,学完后免费推荐就业。研究所长期为学员提供技术支持及就业服务。济南数控模具科技研究所全体师生欢迎您的参观与学习,研究所现位于济南市章丘区潘王路20333号A4栋4号门。
咨询热线:0531-85708996










