通过对加工缸盖、缸体用刀具失效进行分析,优选加工刀具并优化刀具形状,解决了缸盖、缸体孔加工质量差、生产效率低的问题,实现了低成本、高效率加工。
缸盖、缸体生产线加工设备完成后,先在机床制造厂按照工艺流程排列,接入水、电,进行试生产,加工合格后,再移到公司进行缸体、缸盖整条生产线安装,对设备作批量生产考核。整个试生产阶段,出现最多的问题是刀具失效,刀具是生产线稳定加工质量的关键。现将刀具出现的主要问题及解决措施进行整理。
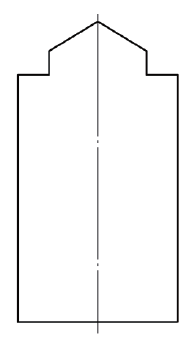
1)气门导管内孔尺寸φ6H7和表面粗糙度值Ra=3.2μm,试生产时未达到要求。采用上海玛帕贸易有限公司(MAPAL)的导管孔专用镗刀(见图1)进行加工,加工<30件时,内孔表面粗糙度值Ra=3.2μm,符合要求,随着加工件数量的增加,内孔表面出现不连续的环形痕迹,内孔表面质量不合格,镗孔基本失效。
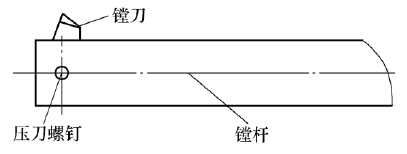
图1 气门导管孔专用镗刀
经分析,失效原因如下:缸盖导管孔L/D>10(属于深孔加工),孔内切削液供应不充分,冷却效果达不到理想状态,造成镗刀刀尖与内孔表面切削接触处温度升高,加快镗刀切削刃磨损,致使镗刀切削阻力增加,引起镗杆不连续振动,导致缸盖导管内孔表面出现镗刀的环形痕迹。气门导管内孔端面处于缸盖内部(见图2),镗杆在实际加工中处于比气门导管全长更长的悬臂状态。镗杆直径5mm,刚性不足,引起镗刀不连续振动,造成缸盖导管内孔表面出现环形振动痕迹。镗刀刀片尺寸小,人工安装调整刀片无法达到理想设计位置,镗刀处于非常规的切削状态,引起气门导管内孔表面加工质量下降。
另外,MAPAL公司的加工气门导管孔专用镗刀,其刀片尺寸小,无法在车间磨刀房刃磨,用钝的镗刀片只能使用一次就报废,增加刀具成本,且无法解决刀具使用寿命和加工质量两大难题。采用专用镗头,一次定位,加工气门导管内孔和气门座圈密封面,先铰孔,铰刀在液压缸作用下快速退出至铰刀导套内,再加工气门座圈60°、90°和120°锥面,最终形成宽1.2mm密封面。经验证,铰孔能满足气门导管孔中心对气门座圈密封面φ0.06mm径向圆跳动的要求,采用铰孔代替镗孔是可行的。
由于专用镗刀刚性不足,所以提高刀具的整体刚性是解决问题的根本,采用与气门导管内孔等直径的整体硬质合金四螺旋齿内冷铰刀(见图3),消除刀具在加工时的振动,经批量生产证明,气门导管内孔表面刀具振动产生的振动痕迹彻底消除,导管内孔表面粗糙度值达到图样要求。采用整体硬质合金四螺旋齿内冷铰刀切削,主要有以下优点:切削时,4个螺旋齿逐步切入内孔,每齿负荷只有整个刀具负荷的1/4,切削阻力小,保证了导管内孔表面质量。铰刀具有内冷结构,喷切削液与铰孔切削过程同步进行,刀具在整个加工过程中能获得充分冷却,无刀具发热引起的磨损,铰刀一次安装可以加工300件以上合格的内孔。用整体硬质合金四螺旋齿内冷铰刀,还可以在车间磨刀房多次刃磨铰刀的后角,重复使用,延长了刀具寿命,大大降低了刀具的成本。
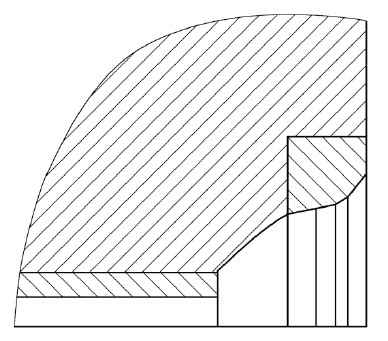
图2 气门导管内孔断面
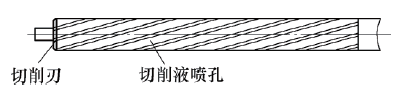
图3 整体硬质合金四螺旋齿内冷铰刀
2)粗扩缸盖16个挺柱孔,加工中心出现闷车。缸盖16个挺柱毛坯为φ15mm,粗镗到φ31.5mm,单边余量>7.5mm,刀具进给时轴向阻力太大,有时机床出现闷车。由于刀具进给阻力大,刀具与缸盖挺柱孔摩擦发热,出现两者熔结现象,造成主轴无法退出工件。我们将粗扩刀改成阶梯形状(见图4),变为先一次粗扩,再二次半精扩,分散切削负荷,减少进给轴向阻力,经验证此方法不但提高了挺柱孔的加工质量,而且再也没发生机床闷车现象。
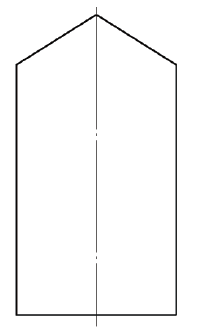
a)改造前
b)改造后
图4 粗扩刀改进前、后对比
1)加工缸体侧面固定发电机支架有8个螺纹孔,钻M8螺纹底孔φ6.7mm→孔口倒角→铣φ20mm园撘子,复合刀(见图5)失效。复合刀的设计意图是减少一次换刀时间,缩短本工序的生产节拍,将钻孔、倒角、铣平面复合起来,但是加工时,钻头先接触缸体毛坯钭面,其定位困难,易折断,出现钻头在与铣刀连接处断裂现象。经分析,复合刀设计违反工艺编制应先加工平面,后钻孔、倒角的原则。
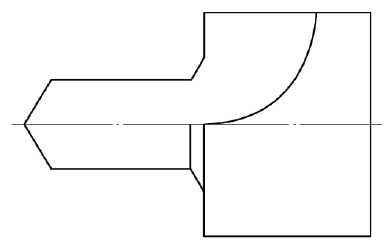
图5 复合刀
2)加工缸体侧面机油滤清器安装平面用φ60mm焊接铣刀(见图6),刀具加工失效。因为机油滤清器安装平面为φ70mm,铣刀的直径投影面<φ70mm,铣刀直径小,切削速度低,而且分多次加工,所以,缸体侧面机油滤清器安装平面的表面粗糙度、平面度不合格。同时,焊接铣刀一个刀齿打坏,整个铣刀报废。改用φ110mm可转位刀片机夹铣刀后,提高了切削速度,一次铣削成功,既保证了机油滤清器安装平面表面粗糙度、平面度,也大大延长了机夹铣刀的寿命,提高了加工效率,降低了刀具成本。
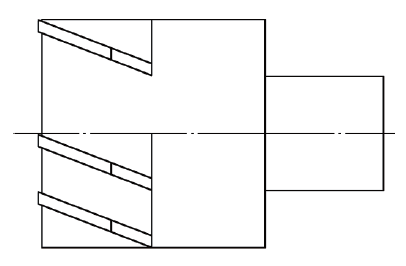
图6 φ60mm焊接铣刀
镗孔一般使用在孔径大,有位置度要求的孔径加工中,如镗缸体的缸孔,采用镗孔能纠正缸孔前道工序造成的位置度误差,既满足各缸孔中心的位置度要求,又能保证缸孔本身的精度。铰孔适用于<φ10mm的孔的精加工,铰刀刚性好,前道工序为加工导向孔,不会产生振动,虽然纠正不了铰孔前道工序位置度误差,但是对于独立要素的孔本身的精度,铰孔加工能够得到保证。
镗孔与铰孔都是机加工常用的方法,它们各有利弊。通过对缸盖、缸体加工用刀具分析,选择合理的刀具结构及合理刀具的参数,保证加工成本和加工质量达到相对平衡,提高了缸盖、缸体的生产效率和加工质量。










